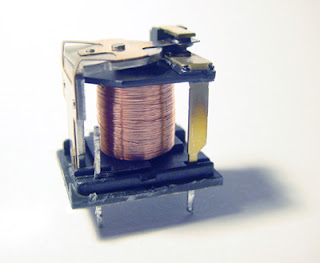
An open relay
Reference: http://www.howstuffworks.com/

General
Known as glass-reinforced plastic (GRP) in Britain, fibre-reinforced plastic (FRP) in the USA, or by the trade name fibreglass (after the manufacturing company Fibreglass Ltd.), GRP has been used for a wide range of applications from car body panels and boat hulls to furniture and tennis rackets. It has the virtue of a good weight to strength ratio, rust resistance, and ability to be moulded in a wide variety of ways. It became increasingly widely used in the post-Second World War period, a pioneering design being the celebrated DAR Armchair by Charles and Ray Eames for the 1948 Low-Cost Furniture Design Competition at the Museum of Modern Art in New York. Very much paralleled by the organic forms found in much contemporary product, train, and automobile design in Italy, the flowing, sculptural form of the seat (supported on a metal frame) expressed the creative possibilities of the new medium. These were realized in subsequent designs such as Eero Saarinen's elegant Tulip armchair of 1956. Verner Panton was another designer to explore the expressive qualities of the medium in his moulded, cantilevered chair of 1960 first manufactured in West Germany. Many furniture designs first manufactured in GRP have subsequently been manufactured in ABS plastic. Early use of GRP in automobile manufacture included the roof of the Citroen DS (1955) and the body panels of the Chevrolet Corvette (1953). From the 1970s improved production processes engendered more widespread uses in architecture and interior design, whether in terms of weather resistant details and services or bathrooms.
Definition of FRP Composites
Not all plastics are composites. In fact, the majority of plastics today are pure plastic, like toys and soda bottles. When additional strength is needed, many types of plastics can be reinforced (usually with reinforcing fibers). This combination of plastic and reinforcement can produce some of the strongest materials for their weight that technology has ever developed...and the most versatile.
Therefore, the definition of a fiber-reinforced polymer (FRP) composite is:
A combination of
- a polymer (plastic) matrix (either a thermoplastic or thermoset resin, such as polyester, isopolyester, vinyl ester, epoxy, phenolic)
- a reinforcing agent such as glass, carbon, aramid or other reinforcing material
such that there is a sufficient aspect ratio (length to thickness) to provide a discernable reinforcing function in one or more directions. FRP composite may also contain:
- fillers
- additives
- core materials
that modify and enhance the final product. The constituent elements in a composite retain their identities (they do not dissolve or merge completely into each other) while acting in concert to provide a host of benefits ideal for structural applications including:
High Strength and Stiffness Retention - composites can be designed to provide a wide range of mechanical properties including tensile, flexural, impact and compressive strengths. And, unlike traditional materials, composites can have their strengths oriented to meet specific design requirements of an application.
-Light Weight/Parts Consolidation - FRP composites deliver more strength per unit of weight than most metals. In fact, FRP composites are generally 1/5th the weight of steel. The composite can also be shaped into one complex part, often times replacing assemblies of several parts and fasteners. The combination of these two benefits makes FRP composites a powerful material system- structures can be partially or completely pre-fabricated at the manufacturer's facility, delivered on-site and installed in hours.
-Creep (Permanent Deflection Under Long Term Loading) - The addition of the reinforcement to the polymer matrix increases the creep resistance of the properly designed FRP part. Creep will not be a significant issue if the loads on the structure are kept below appropriate working stress levels.
-Resistance to Environmental Factors - Composites display excellent resistance to the corrosive effects of:
-Freeze-thaw: because composites are not attacked by galvanic corrosion and have low water absorption, they resist the destructive expansion of freezing water.
-Weathering and Ultra-Violet Light: FRP composite structures designed for weather exposure are normally fabricated with a surface layer containing a pigmented gel coat or have an ultraviolet (UV) inhibitor included as an additive to the composite matrix. Both methods provide protection to the underlying material by screening out UV rays and minimizing water absorption along the fiber/resin interface.
-Chemicals and Temperature: Composites do not rust or corrode and can be formulated to provide long-term resistance to nearly every chemical and temperature environment. Of particular benefit, is composites ability to successfully withstand the normally destructive effects of de-icing salts and/or saltwater spray of the ocean.
-Fire Performance of Composites - FRP composites can burn under certain conditions. Composites can be designed to meet the most stringent fire regulations by the use of special resins and additives. Properly designed and formulated composites can offer fire performance approaching that of most metals.
Langkah-langkah untuk menghasilkan Instrument Location Plan secara manual
1. perlu dapatkan Equipment Layout sebagai background
2. dapatkan Piping General Arrangement (GA) untuk mendapatkan kedudukan Instrument tapping point
3. Information dari Piping GA dipindahkan ke Equipment Layout
4. P&ID digunakan untuk menyemak / memastikan segala process instrument dilakarkan diatas Instrument Location Plan
Langkah-langkah untuk menghasilkan Instrument Location Plan dengan menggunakan Model 3D
1. perlu dapatkan Equipment Layout sebagai background
2. Instrument Tapping point dan Instrument Location perlu di “extract” dari Model 3D dan di”superimpose”kan keatas Equipment Layout.
3. P&ID digunakan untuk menyemak / memastikan segala process instrument dilakarkan diatas Instrument Location Plan
THE 4-20mA CURRENT LOOP
The 4-2OmA current loop has been with us for so longthat it's become rather taken for granted in the industrialand process sectors alike. Its popularity comes from itsease of use and its performance. However, just becausesomething is that ubiquitous doesn't mean we're allnecessarily getting the best out of our current loops.
A big benefit of the current loop is its simple wiring justthe two wires. The supply voltage and measuring currentare supplied over the same two wires. Zero offset of thebase current (ie. 4mA) makes cable break detection simple:if the current suddenly drops to zero, you have a cable break.In addition, the current signal is immune to any stray electricalinterference, and a current signal can be transmitted overlong distances.

Typical wiring for current output transducer.
You can think of the current loop itself as being analogousto a water system. You have a hose pipe (the wires) anda source tap (the power supply). You have a spray gunthat regulates the flow (the transducer). You can haveother equipment on the line, but it all has to be connectedtogether in a ring Ioop. The more holes (devices) you haveon the hose pipe, the higher the pressure will be requiredfrom the tap. Relating all that back to the current loop,you see a power supply, a transducer and one or morepieces of instrumentation all connected together in a ring.
You'll often hear things referred to as being either activeor passive. Some instruments have an active output whichincludes both the control of the current in the loop as wellas provide the supply voltage. This is typically specifiedas being a 4-20mA output into 10-750 Ohms, or somethingsimilar. A passive input would be a simple resistor input thathas a voltage drop to be factored into the equation oncethe supply voltage is chosen. This is typically specified asa 4-20mA input into 10 Ohm.
Working out the power supply requirement is a simple matterof adding up all the units in the loop at maximum currentof 20mA. As an example, suppose you have a sensor'regulator' which requires minimum 12V DC and instrumentationof 10 Ohm input:
10 Ohm x 20mA = 0.2V
So, for this circuit, a 12.2V minimum supply is required, thesensor's maximum voltage might be specified at 30V, so a24V supply would be all the circuit requirements with sparecapacity to boot.
In order to measure the current loop it is necessary to breakthe loop and insert a current meter into it. You can alsomeasure the voltage across the various components by inthe loop, such as the voltage out of the power supply, thevoltage over a sensor, and the voltages over the variouspieces of instrumentation. This information will give you agood picture of what is happening within the loop.

Multi-instrument 4-20mA current loop with panel meter,chart recorder, computers, etc.
A question which is sometimes asked is whether it is possibleto use single power supply over several loops. This is possible,but you have to ensure that the power supply can give enoughcurrent to meet the needs of multiple loops. It is also thecase that the current loops will have the same zero negativereference, which can cause a ground loop. In addition,interference from one loop can affect all the other loopsdriven from the one supply.
This article is printed with the kind permission ofMorten Moller, who runs an internet support andconsultancy business and can be contacted atmorten@askmorten.co.ukHis website is at http://www.askmorten.co.uk/
http://www.bs6883.net/
BS6883 is the British (and also an international) industry standard for the Offshore Oil and Gas, Ship building & Marine Industries.
These cables are certified by Lloyds and DNV in accordance with ISO 9001 AND 14001.
The BS6883 cables are flameproof and when a mica glass tape is applied over the conductors are fire resistant.

Construction is similiar to other industry standards (such as NEK606 and IEEE 1580 type P) however variations in the construction of BS6883 and other products as listed in the industry relate to the insulation, screening, braiding, bedding and sheathing compounds.
The Conductors of BS6883 cables are constructed with circular metal coated copper conductors and comply with BS 6360 for class 2 or class5.
Where the cables comply to BS7917 fire resistant a mica glass tape is applied over the conductor.
BS 6883 conductors are insulated with EPR and comply with BS 7655.
BS 6883 conductor insulation colours/and or numbers differ from both NEK606 and IEEE 1580 typeP).
BS 6883 sheathing compounds for both inner and outer cables are typically EVA (halogen free) and or CSP subject to clients requirements, both of which can be used offshore and comply with industry standards.
BS 6883 armoured cables have either galvanised steel wire braid (GSWB) or in the case of single core cables a phosphor bronze (BPWB) ot tinned copper wire (TCWB).
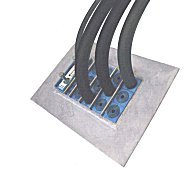
Standard outside sheath colours are Black for power and control, Grey for instrument, Red for medium voltage.
BS 6883 Instrument cables are screened with an Aluminium mylar tape in contact with a tinned copper drain wire.

2. Polyethene insulation to BS 6234
3 Individual pair screen (optional):-
a) Aluminium/polyester tape, metallic side down, in contact with minimum 0.5mm2 tinned copper drain wire
b) Polyester isolating tape(s) numbered for identification
4 Polyester binder tape
5 Collective screen (optional) - Aluminium/polyester tape, metallic side down, in contact with minimum 0.5mm2 tinned copper drain wire
6 PVC sheath to BS 7655

1 Plain annealed copper wire conductors to BS 6360
2 Polyethene insulation to BS 6234
3 Individual pair screen (optional):-
a) Aluminium/polyester tape, metallic side down, in contact with minimum 0.5mm2 tinned copper drain wire
b) Polyester isolating tape(s) numbered for identification
4 Polyester binder tape
5 Collective screen (optional) - Aluminium/polyester tape, metallic side down, in contact with minimum 0.5mm2 tinned copper drain wire
6 Black polyethylene bedding to BS 6234
7 Single layer galvanised steel wire armour to BS EN 10257-1
8 PVC sheath to BS 7655
1 Plain annealed copper wire conductors to BS 6360
2 PVC to BS 7655
3 Individual pair screen (optional):-
a) Aluminium/polyester tape, metallic side down, in contact with minimum 0.5mm2 tinned copper drain wire
b) Polyester isolating tape(s) numbered for identification
4 Polyester binder tape
5 Collective screen (optional) - Aluminium/polyester tape, metallic side down, in contact with minimum 0.5mm2 tinned copper drain wire
6 PVC sheath to BS 7655
You hear about fiber-optic cables whenever people talk about the telephone system, the cable TV system or the Internet. Fiber-optic lines are strands of optically pure glass as thin as a human hair that carry digital information over long distances. They are also used in medical imaging and mechanical engineering inspection.
In this article, we will show you how these tiny strands of glass transmit light and the fascinating way that these strands are made.
 Parts of a single optical fiber |
If you look closely at a single optical fiber, you will see that it has the following parts:
Optical fibers come in two types:
Single-mode fibers have small cores (about 3.5 x 10-4 inches or 9 microns in diameter) and transmit infrared laser light (wavelength = 1,300 to 1,550 nanometers). Multi-mode fibers have larger cores (about 2.5 x 10-3 inches or 62.5 microns in diameter) and transmit infrared light (wavelength = 850 to 1,300 nm) from light-emitting diodes (LEDs).
Some optical fibers can be made from plastic. These fibers have a large core (0.04 inches or 1 mm diameter) and transmit visible red light (wavelength = 650 nm) from LEDs.
 Diagram of total internal reflection in an optical fiber |
The light in a fiber-optic cable travels through the core (hallway) by constantly bouncing from the cladding (mirror-lined walls), a principle called total internal reflection. Because the cladding does not absorb any light from the core, the light wave can travel great distances. However, some of the light signal degrades within the fiber, mostly due to impurities in the glass. The extent that the signal degrades depends on the purity of the glass and the wavelength of the transmitted light (for example, 850 nm = 60 to 75 percent/km; 1,300 nm = 50 to 60 percent/km; 1,550 nm is greater than 50 percent/km). Some premium optical fibers show much less signal degradation -- less than 10 percent/km at 1,550 nm.
Now, imagine doing this when the ships are on either side of the ocean separated by thousands of miles and you have a fiber-optic communication system in place between the two ships. Fiber-optic relay systems consist of the following:
Transmitter
The transmitter is like the sailor on the deck of the sending ship. It receives and directs the optical device to turn the light "on" and "off" in the correct sequence, thereby generating a light signal.
The transmitter is physically close to the optical fiber and may even have a lens to focus the light into the fiber. Lasers have more power than LEDs, but vary more with changes in temperature and are more expensive. The most common wavelengths of light signals are 850 nm, 1,300 nm, and 1,550 nm (infrared, non-visible portions of the spectrum).
Optical Regenerator
As mentioned above, some signal loss occurs when the light is transmitted through the fiber, especially over long distances (more than a half mile, or about 1 km) such as with undersea cables. Therefore, one or more optical regenerators is spliced along the cable to boost the degraded light signals.
An optical regenerator consists of optical fibers with a special coating (doping). The doped portion is "pumped" with a laser. When the degraded signal comes into the doped coating, the energy from the laser allows the doped molecules to become lasers themselves. The doped molecules then emit a new, stronger light signal with the same characteristics as the incoming weak light signal. Basically, the regenerator is a laser amplifier for the incoming signal. See Photonics.com: Fiber Amplifiers for more details.
Optical Receiver
The optical receiver is like the sailor on the deck of the receiving ship. It takes the incoming digital light signals, decodes them and sends the electrical signal to the other user's computer, TV or telephone (receiving ship's captain). The receiver uses a photocell or photodiode to detect the light.
Making optical fibers requires the following steps:
Making the Preform Blank
The glass for the preform is made by a process called modified chemical vapor deposition (MCVD).
 Image courtesy Fibercore Ltd. MCVD process for making the preform blank |
In MCVD, oxygen is bubbled through solutions of silicon chloride (SiCl4), germanium chloride (GeCl4) and/or other chemicals. The precise mixture governs the various physical and optical properties (index of refraction, coefficient of expansion, melting point, etc.). The gas vapors are then conducted to the inside of a synthetic silica or quartz tube (cladding) in a special lathe. As the lathe turns, a torch is moved up and down the outside of the tube. The extreme heat from the torch causes two things to happen:
 Photo courtesy Fibercore Ltd. Lathe used in preparing the preform blank |
The lathe turns continuously to make an even coating and consistent blank. The purity of the glass is maintained by using corrosion-resistant plastic in the gas delivery system (valve blocks, pipes, seals) and by precisely controlling the flow and composition of the mixture. The process of making the preform blank is highly automated and takes several hours. After the preform blank cools, it is tested for quality control (index of refraction).
Drawing Fibers from the Preform Blank
Once the preform blank has been tested, it gets loaded into a fiber drawing tower.
 Diagram of a fiber drawing tower used to draw optical glass fibers from a preform blank |
The blank gets lowered into a graphite furnace (3,452 to 3,992 degrees Fahrenheit or 1,900 to 2,200 degrees Celsius) and the tip gets melted until a molten glob falls down by gravity. As it drops, it cools and forms a thread.
 |
Testing the Finished Optical Fiber
 Photo courtesy Corning Finished spool of optical fiber |
At one particular angle (critical angle), the refracted light will not go into m2, but instead will travel along the surface between the two media (sine [critical angle] = n2/n1 where n1 and n2 are the indices of refraction [n1 is greater than n2]). If the beam through m1 is greater than the critical angle, then the refracted beam will be reflected entirely back into m1 (total internal reflection), even though m2 may be transparent!
In physics, the critical angle is described with respect to the normal line. In fiber optics, the critical angle is described with respect to the parallel axis running down the middle of the fiber. Therefore, the fiber-optic critical angle = (90 degrees - physics critical angle).
 Total internal reflection in an optical fiber |
In an optical fiber, the light travels through the core (m1, high index of refraction) by constantly reflecting from the cladding (m2, lower index of refraction) because the angle of the light is always greater than the critical angle. Light reflects from the cladding no matter what angle the fiber itself gets bent at, even if it's a full circle!
Because the cladding does not absorb any light from the core, the light wave can travel great distances. However, some of the light signal degrades within the fiber, mostly due to impurities in the glass. The extent that the signal degrades depends upon the purity of the glass and the wavelength of the transmitted light (for example, 850 nm = 60 to 75 percent/km; 1,300 nm = 50 to 60 percent/km; 1,550 nm is greater than 50 percent/km). Some premium optical fibers show much less signal degradation -- less than 10 percent/km at 1,550 nm.
The choice of materials is a matter of the physical and mechanical properties produced by each, compared against the intended function, as well as the environment, in which the trays are to be installed.
From Wikipedia, the free encyclopedia
PDMS as it is known in the 3D CAD industry, is a customizable, multi-user and multi-discipline, engineer controlled design software package for engineering, design and construction projects in, but not limited to, offshore and onshore oil & gas industry, chemical & process plants, mining, pharmaceutical & food industry, power generation and paper industries.[1]
History
The Computer-Aided Design Centre (or CADCentre) was created in Cambridge UK in 1968 by the UK Ministry of Technology.
Its mission was to develop computer-aided design techniques. The centre carried out much pioneering CAD research, and many of its early staff members went on to become prominent in the worldwide CAD community.
Brothers Dick and Martin Newell are two of the most prominent.
Dick Newell oversaw the creation of the extremely successful Plant Design Management System (PDMS) for 3D process plant design. Along with the Cambridge Science Park, CADCentre was arguably the most important single factor in the transformation of Cambridge into one of the world's high technology centers within in a few short years in the 1980s. CADCentre became a publicly quoted company in 1996 and later changed its name to Aveva.[2]
References:
 Use your NOKIA to Scan
Use your NOKIA to Scan


















{kind=link}